NEWS CENTER


趁热打铁,接着昨天谈激光这一个话题,今天,我们继续聊聊激光切割和激光打标的原理。
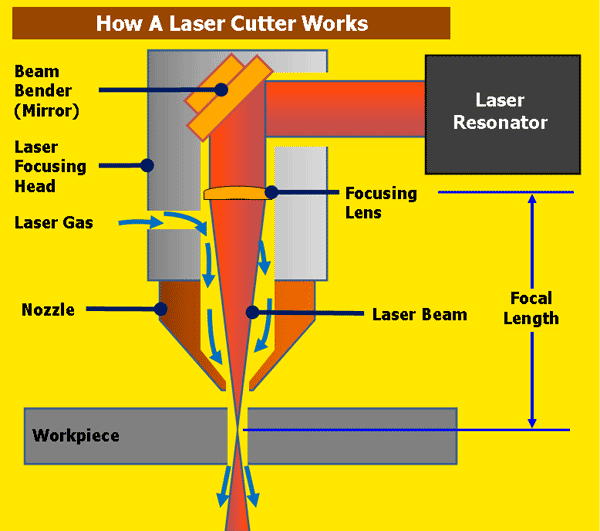
如上图1,激光器产生激光,激光通过反射镜反射,再通过聚焦镜头聚焦在工件中部。
正如用放大镜聚焦太阳光,可以把纸张点燃一样,聚焦的激光也可以把金属和非金属 “点燃”。
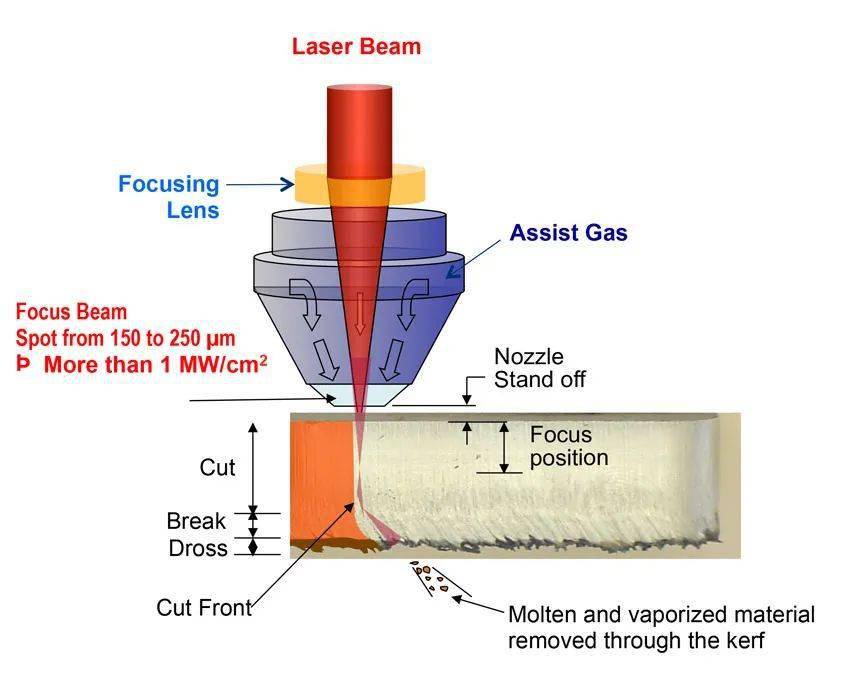
氮气:用于切割不锈钢和铝等金属。它冷却并保护材料。因为这样的材料非常容易被氧气变黑,能够最终靠使用氮气来避免这种现象。适用材料:铝、铝合金、不锈钢、镀锌钢、黄铜。
氧气:用于切割碳钢。因为碳钢含有很多碳杂质。使用氧气可以大幅度提高切割速度。但是,其缺点是切割面会变成黑色或淡黄色。适用材料:不锈钢和碳钢。
空气:由空压机提供压缩空气,价格低。虽然空气中含有大约20%的氧气,但其切割效率远低于氧气,几乎与氮气相同。切割面呈黄色。适用材料:铝、铝合金、不锈钢、镀锌钢、非金属等。
激光切割的优点是:精度、成本效益、自动化灵活性、适用材料范围广、非接触式切割等。
在大多数情况下,强大的激光以无与伦比的精度熔化和蒸发材料,典型公差为0.003毫米至0.006 毫米。相比之下,等离子切割机的公差通常在0.02毫米左右。
当需要极高的准确度和精度时,激光切割机几乎总是最好的选择。这就是激光切割经常用于公差极其严格的航空航天工业的原因之一。
要使用激光切割机加工零件,只需要切割材料、激光切割机和可以加载到计算机中的示意图即可。即使对于小批量项目,这也降低了总成本,尤其是与传统制造相比。
在激光切割的情况下,只有光束与材料接触。因此,不存在可能磨损刀具的机械摩擦。
高功率激光可用于在非常窄的材料上,并且对正在切割的区域几乎不会产生翘曲或变形。
通过编程,能够迅速轻松地创建复杂的几何形状。激光切割不需要为每个单独的切割更换刀具,相同的设置适用于在相同的材料厚度内切割许多不同的形状。
关于激光切割的一个常见误解是,高热量会导致大量变形和翘曲。但这是个错误。激光切割的热影响区实际上非常小,通常不会导致零件或组件的公差问题。
因此,激光实际上很适合切割极薄的材料。激光切割材料的速度如此之快,以至于它不会变得过热和翘曲。
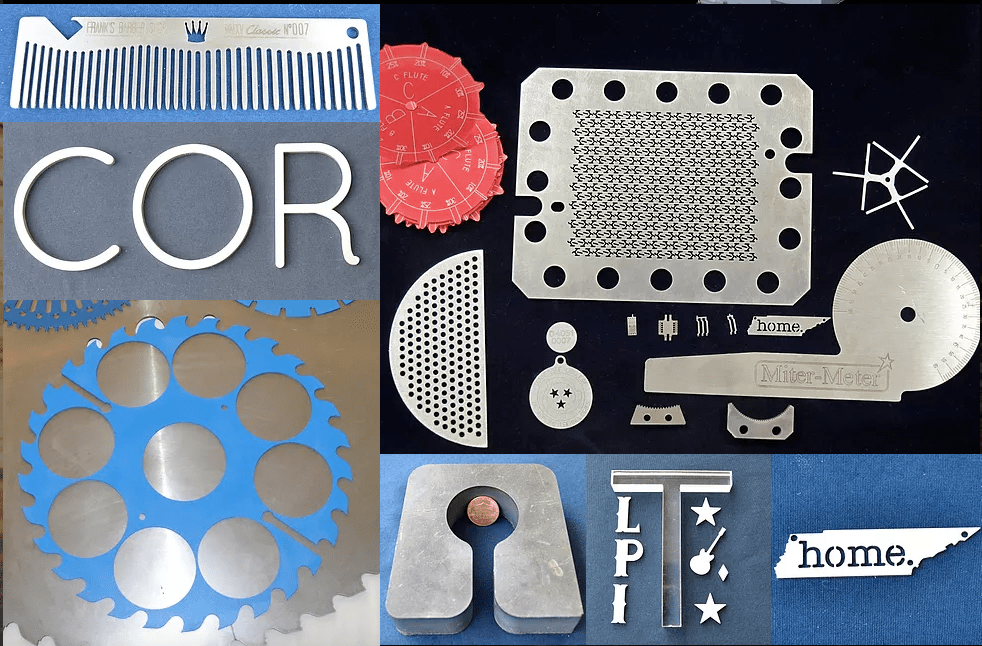
激光切割机几乎能用于任何材料。从不锈钢等黑色金属到铜、铝、黄铜,甚至其他材料,如复合材料、木材、塑料,甚至某些类型的纺织品。激光切割机几乎能用来切割任何东西。
虽然激光通常不适合加工极厚的金属(可用水刀或等离子切割),但激光切割的多功能性使其成为现代加工的关键部分。
为了充分的发挥激光切割机的潜力,专业操作员是必不可少的。正确的设置可确保切割质量达到预期。
平均而言,金属制造公司,倾向于将金属激光切割厚度,限制在15或20毫米以下。
与水刀或等离子切割机相比,激光切割机的成本可能是其两倍。虽然从长远来看运行成本和效率弥补了它,但初始投资仍然相当大。
热切割方法使材料熔化,导致排放气体和危险烟雾。切割塑料时尤其如此。因此,良好但通常昂贵的通风系统,是安全工作环境的必要条件。
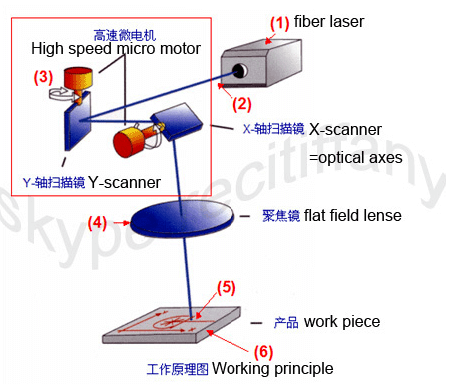
图4: 激光打标的原理:在激光打标器中内置两个小电机,带动X和Y扫描镜旋转,因为光的移动(画图案),激光在通过聚焦镜后,打在工件上,形成一定的图案。



